Punkt wyjścia: energia, jakość i szlam
Klient zgłosił się do nas przede wszystkim z powodu wysokich kosztów energii na etapie przygotowania powierzchni. W trakcie analizy i testów porównawczych ujawniły się także kolejne problemy: niestabilna jakość powłoki and szlam powstający w procesie mycia alkalicznego. Poprzednio stosowana technologia powodowała intensywne trawienie powierzchni metali białych, co generowało duże ilości szlamu. Układ wymagał regularnego czyszczenia przez firmę zewnętrzną — co ok. 3 miesiące. Nie spodziewaliśmy się również, że nasze produkty będą miały istotny wpływ na proces lutowania przy tej produkcji (co wyjaśniamy poniżej).
Branża: wymienniki ciepła (produkcja własna + lakierowanie usługowe)
Obszar: przygotowanie powierzchni przed malowaniem (układ trzystrefowy)
Tryb pracy: 2 zmiany

Jak doszło do współpracy
Kontakt został nawiązany po naszej prelekcji na wydarzeniu branżowym poświęconym m.in. oszczędności energii w procesach przygotowania powierzchni. Zainteresowanie tematem szybko przerodziło się w decyzję o testach w warunkach produkcyjnych. Co więcej, klient podszedł bardzo świadomie do testów i przygotował wzorcowe opomiarowanie procesu przed i po wdrożeniu, co pozwoliło bardzo precyzyjnie obliczyć korzyści z wdrożenia.

Audyt i przygotowanie testów: od danych z linii do próbek laboratoryjnych
Wdrożenie każdorazowo poprzedzamy analizami. W tym przypadku rozpoczęło się od wizyty na linii i audytu procesu, aby zrozumieć realne warunki pracy oraz kluczowe ograniczenia. Jednocześnie pobrano próbki do badań laboratoryjnych.
Jednym z wyzwań była różnorodność materiałów malowanych przez klienta:
- stal ocynkowana ogniowo,
- stal ocynkowana galwanicznie,
- aluminium,
- elementy miedziane.
Szczególnie miedź wymagała precyzyjnego podejścia w laboratorium (mniejsze doświadczenie procesowe w tym zakresie po naszej stronie), dlatego przygotowaliśmy elementy testowe w dwóch stężeniach i dopiero potem wykonaliśmy malowanie u klienta oraz badania jakościowe.
Walidacja jakości: 300 godzin w komorze solnej
Testy objęły m.in. komorę solną (wymóg: 300 godzin) oraz ocenę:
- zmiany zabarwienia i koloru lakieru,
- spęcherzeń i pęknięć,
- oraz kluczowo: delaminacji powłoki od nacięcia po 150 i 300 godzinach.
Wynik był jednoznaczny: płytki przygotowane w nowej technologii uzyskały lepsze rezultaty po 150 i 300 godzinach, a delaminacja/odwarstwienie powłoki było wyraźnie mniejsze niż w technologii stosowanej wcześniej. Tak mocna walidacja jakościowa istotnie przyspieszyła decyzję wdrożeniową.



Czas i przebieg wdrożenia
Cały proces — od pierwszego kontaktu do uruchomienia linii — był rozłożony w czasie z uwagi na potrzebę walidacji i przygotowania organizacyjnego.
Łącznie: ok. 9 miesięcy (realizacja działań przygotowawczych trwała niemal rok).
Kluczowe efekty po wdrożeniu
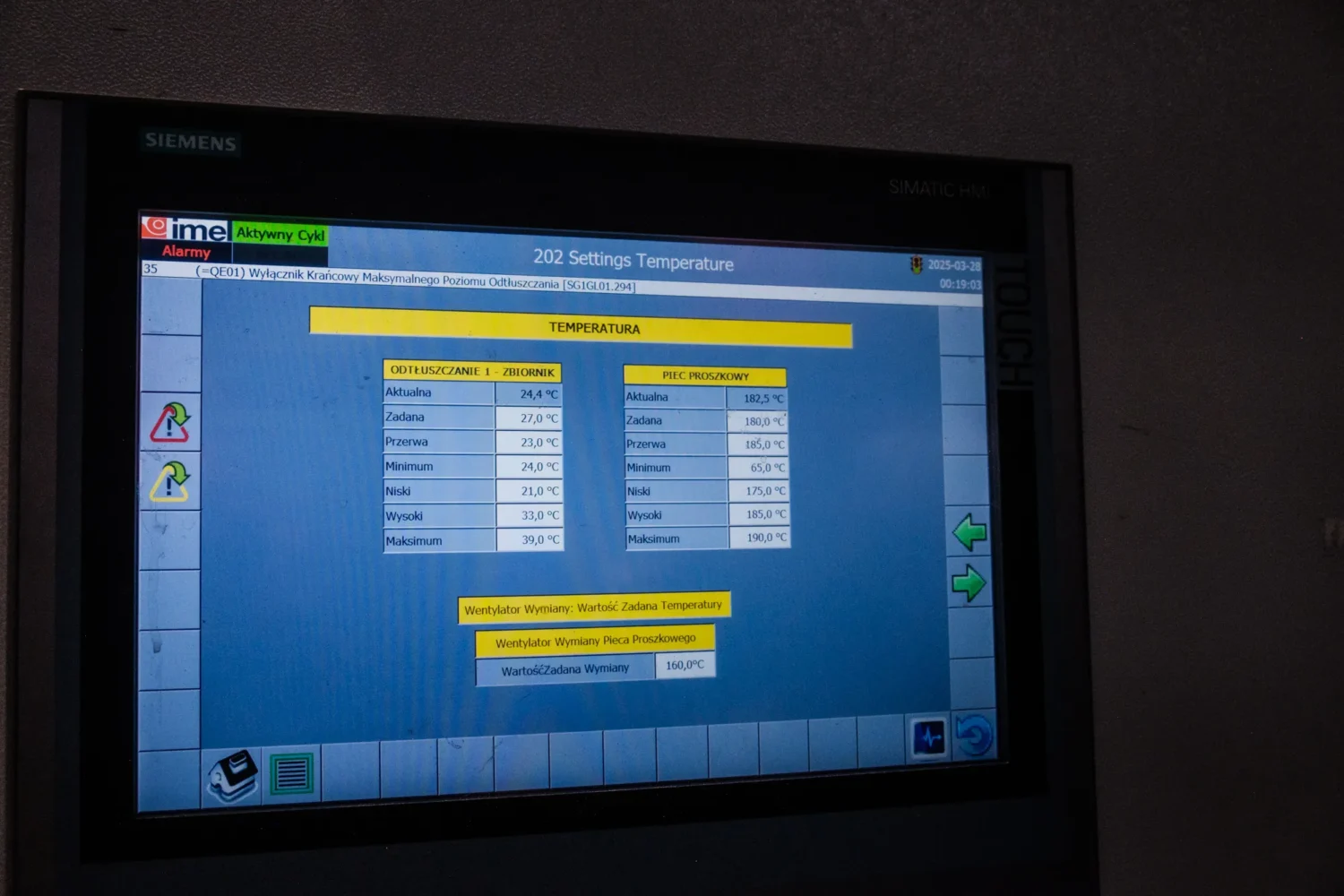
1) Oszczędność energii dzięki obniżeniu temperatury kąpieli
- wcześniej: 55°C
- po wdrożeniu: 26–27°C
W tym miejscu odsyłamy do naszej prezentacji, która wyjaśniają jak obniżenie temperatury wpływa na spadek kosztów prowadzenia lakierni, oraz do kalkulatora, który pozwala samodzielnie obliczyć korzyści dla dowolnej linii przygotowania powierzchni.
2) Redukcja szlamu praktycznie do zera
Nowa technologia ograniczyła agresywne trawienie, dzięki czemu problem szlamu został w praktyce wyeliminowany, a układ stał się łatwiejszy w utrzymaniu.
3) Poprawa jakości powłoki
Klient uzyskał wymagane 300 godzin w komorze solnej, a delaminacja była kilkukrotnie mniejsza niż w technologii stosowanej wcześniej.
4) Stabilizacja procesu w sąsiednim obszarze produkcji (efekt “poza zakresem”)
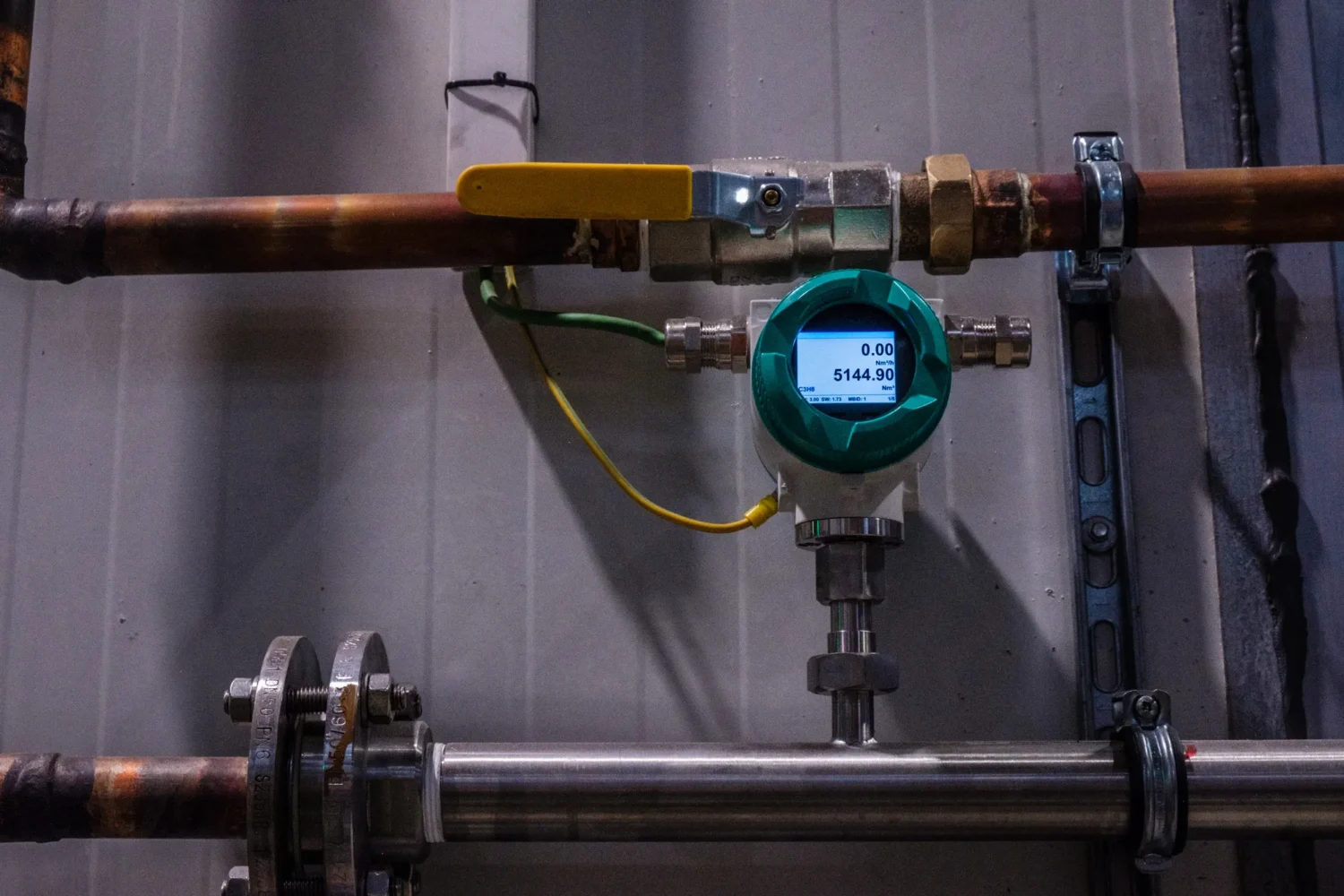
To był największy szok, zarówno dla pracowników linii produkcyjnej, jak i naszych techników. Nieoczekiwanym, ale bardzo istotnym efektem była stabilizacja pracy linii do lutowania zlokalizowanej w tej samej fabryce. Po obniżeniu temperatury kąpieli spadło zużycie gazu, dzięki czemu:
- zmniejszył się pobór gazu przez palnik podgrzewający kąpiel,
- piec do lutowania przestał doświadczać braków zasilania gazowego
- linia do lutowania przestała się zatrzymywać z powodu skoków zapotrzebowania na gaz.
Summary
Wdrożenie technologii Kairos w obszarze przygotowania powierzchni pozwoliło klientowi jednocześnie rozwiązać trzy kluczowe problemy: energię, szlam i jakość. Co ważne, projekt ujawnił także dodatkowy, biznesowo istotny efekt — stabilizację sąsiedniego procesu zależnego od dostępności gazu.
Najważniejsze liczby:
- 55°C → 26–27°C (temperatura kąpieli)
- 300 h w komorze solnej (spełniony wymóg)
- kilkukrotnie mniejsza delaminacja względem wcześniejszej technologii
- praktycznie wyeliminowany szlam
- ok. 9 miesięcy od pierwszego kontaktu do uruchomienia



Find out how much you can gain from Kairos technology
Each line of surface preparation is different, but one thing remains common - the potential for real savings from switching to a modern surface preparation measures Kairos.
Nasz kalkulator szybko pokaże, jak zmniejszenie temperatury, redukcja etapów procesu i niższe zużycie chemii mogą przełożyć się na konkretne financial benefits in your production.