Manufacturer of furniture handles
A company that is a leading manufacturer of furniture handles has joined the ranks of our customers. It offers thousands of designs of furniture handles, which are produced in its own die-casting plant. Due to the wide product range, handles are made from a variety of metals and alloys, with aluminium, znal alloy, steel being the largest part (why we pay attention to this element is explained later in this post). The paint shop operates in three shifts, practically 7 days a week. During each shift, thousands of different components made of various materials are chemically treated and varnished.


Due to the nature of its production, the company has high quality requirements. After all, furniture handles are bought by customers "with their eyes", which forces the production to have a perfect paint finish without the slightest defect and a high durability of the coating. This raises the bar for the entire painting process and thus for the chemical preparation that determines it. In other words, the degreasing and surface preparation must be perfect to complement the subsequent quality powder coating.
What the process looked like before the implementation of Kairos chemistry
Surface preparation on the paint line takes place in three zones.
- Zone 1 - the first tank contains a cleaning solution based on phosphate and additives to improve degreasing. The operating temperature of the chemistry is over 45°C;
- Zone 2 - process water flushing;
- Zone 3 - DEMI water rinse.
Challenges of Kairos
Due to the volume of production, our company faced a number of challenges that we had to overcome:
- Mass production and thousands of products processed during a shift left no room for error during implementation;
- A mix of materials - aluminium, znal, steel... With such a wide range of materials, it is necessary to select the parameters of the chemical in such a way as to ensure adequate oxide etching on aluminium and znal, while avoiding the application of too thick a conversion coating on steel components;
- Quality of the final component:
- Corrosion protection - Quality requirements assume 360 hours in a neutral salt chamber in accordance with ASTM B117-03
- Visual aspects - Absence of any paint defects that could be linked to surface preparation.
The Kairos proposal
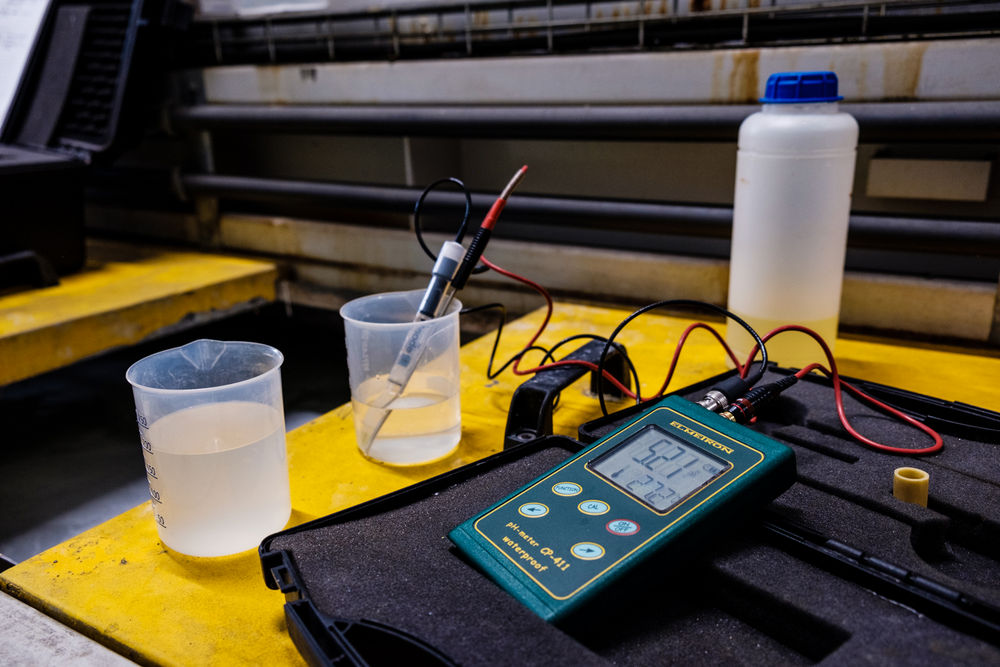
As part of the preparatory work, our laboratory defined the operating parameters of the chemical bath. Already the initial evaluation of the components after washing was very successful. A very high degree of degreasing, measured at a surface tension of approx. 44 mN/m, was achieved. The components were then sent to the customer, where they were painted on the target paint line and then returned to us for testing in the salt chamber.
Salt chamber tests
The furniture handles, placed in the salt chamber, did not show any loss of adhesion and corrosion after 360 hours, so it was decided to continue the tests until breakthrough. Although the final tests were discontinued after reaching 1,000 hours in the salt chamber, the pieces still showed no loss of adhesion and corrosion. Further testing was deemed pointless, as the obtained 3 times HIGHER CORROSION PROTECTION THAN IN CUSTOMER-DEFINED REQUIREMENTS.
Proposal of operating parameters
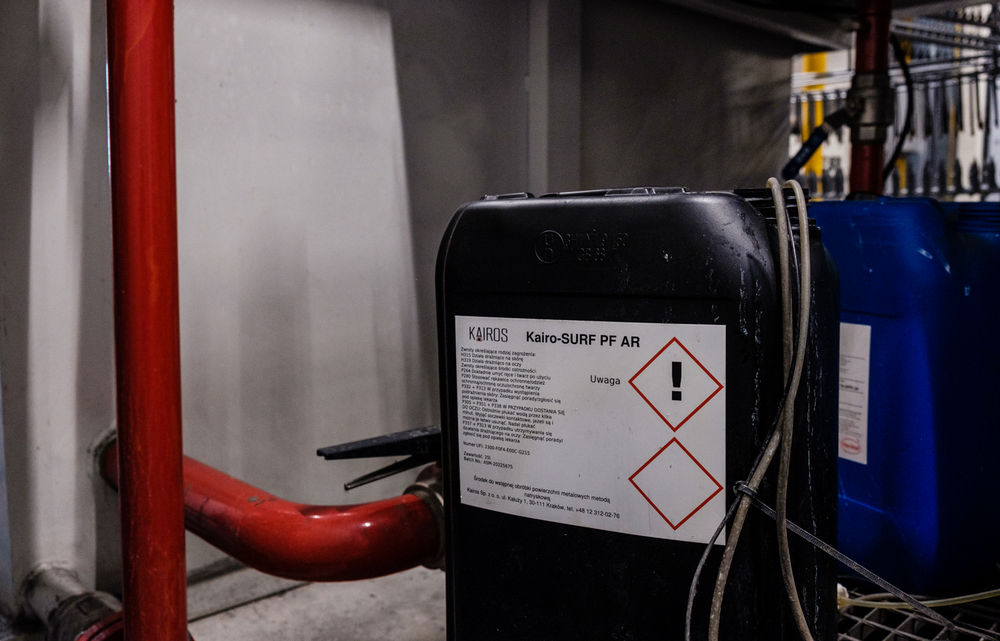
After laboratory tests, the product Kairo-SURF PF AR with a concentration of 0.65% and an operating temperature of 25°C.


How did the implementation go?
The system was washed with chemicals to remove large amounts of phosphate and scale deposits from the hard process water. After rinsing, Zone 1 was refilled with fresh water. After heating it to 25°C concentrate was added until a concentration of approximately 0.6% was reached. Normal production was then started. Within an hour or so, the chemistry was ready to go. The first parts to be assessed caused some consternation for the client. Due to the under-etching of oxides from the aluminium and znallium surfaces, the workpieces gave a 'sticky' effect to the touch. Previously used phosphate-based products were not able to etch the surface to the same extent as Kairos, and therefore a similar effect was not observed. In combination with the conversion coating on the surface, this results in a very high adhesion of the powder coating, which was confirmed by the results from the salt chamber. The painters observed that a weaker Faraday cage is formed and it is easier to paint over areas with more complex shapes. We see similar observations on other lines working with our chemicals.
Summary
As early as the second day after implementation, line workers experienced an improvement in working comfort associated with a reduction in the temperature in the paint room, which was the result of a drop in the water bath temperature from 45 to 25°C. The administration department will feel the relief in the gas bill at the next billing. Equally important are the repeatedly stressed safety parameters of the chemicals compared to those used in phosphating. We wash the components using only one agent, with low consumption. We have achieved 3 times the corrosion protection of the painted components. An additional, positive and unplanned effect is a weaker Faraday cage, which makes it easier to paint more complex components.






Find out how much you can gain from Kairos technology
Each line of surface preparation is different, but one thing remains common - the potential for real savings from switching to a modern surface preparation measures Kairos.
Our calculator will quickly show how reduced temperatures, reduced process steps and lower chemical consumption
can translate into concrete financial benefits in your production.